
Beckhoff Messe-TV von der Ligna 2023
Unsere Highlights zur Automatisierung von Holzbearbeitungsmaschinen


Maschinensicherheit flexibel und kostengünstig umgesetzt
IMA Klessmann GmbH, Deutschland
Unternehmenszentrale Österreich
Beckhoff Automation GmbH
Unsere Highlights zur Automatisierung von Holzbearbeitungsmaschinen
IMA Klessmann GmbH, Deutschland
Möbelhersteller und ihre Maschinenbau-Partner stehen täglich vor großen Herausforderungen, wenn es gilt, maximalen Teiledurchsatz bei hohem Individualisierungsgrad (Stichwort Losgröße 1) und höchste Qualitätsansprüche bei gleichzeitig starkem Kostendruck zu erfüllen. Der Lösungsansatz liegt in einer Automatisierungstechnik mit drastisch vereinfachter Steuerungsstruktur und der konsequenten Nutzung von IT-Standards, wie sie Beckhoff mit PC-based Control bietet.
Während in klassischen Maschinensteuerungen für die unterschiedlichen Funktionen oftmals mehrere, für bestimmte Zwecke maßgeschneiderte Hardwareplattformen zum Einsatz kommen, bildet die PC-basierte Steuerung alle Funktionalitäten konsequent in Softwaremodulen ab und bringt sie auf dem Industrie-PC zur Ausführung. Die unmittelbaren Folgen sind ein deutlich reduzierter Kommunikationsaufwand, kürzere Reaktionszeiten und reduzierte Kosten, sowohl bei der Hardware als auch beim Engineering. Die geringere Steuerungskomplexität führt allein durch den Verzicht einer Vielzahl von Komponenten zu höherer Zuverlässigkeit und einfacherer Wartbarkeit von Maschinen und Anlagen. Modular im Aufbau und exakt skalierbar in Bezug auf die Leistungsanforderungen, eignet sich PC-based Control von Beckhoff für das gesamte Anforderungsspektrum in der Holzbearbeitung: Sie ist sowohl in der Primärbearbeitung, beispielsweise zur Automatisierung kompletter Sägewerke, als auch in der Sekundärbearbeitung, z. B. zur Herstellung von Möbeln, im Einsatz. Dabei eignet sie sich gleichermaßen zur Steuerung der einzelnen Handwerkermaschine wie zur industriellen Anlagenverkettung, bestehend aus Transport, Beschickung/Abstapelung, Kanten-, CNC- und Bohrbearbeitung sowie den Anlagen zur Oberflächenbehandlung.
Alle Maschinen- und Anlagenfunktionen, von der SPS über Motion Control, NC/CNC, Robotik und HMI − bei Bedarf auch Vision, Sicherheits- und Messtechnik − werden in Software abgebildet und kommen auf einer Plattform zum Ablauf. Die Vielzahl weiterer, je nach Maschinentyp erforderlicher Softwaremodule, wie die Teileverfolgung, CAD/CAM-Oberflächen, Bohr- und Sägeschnittoptimierer, MDE/BDE sowie lokale Datenbanken stellen für den PC aufgrund der hohen Performance von Multi-Core- und Many-Core-Prozessoren kein Problem dar. Diese Funktionen laufen, je nach gewählter Anlagenarchitektur, entweder mit auf dem Steuerungsrechner oder werden nach Bedarf auf einen separaten Rechner ausgelagert. Dies ist häufig bei Leitsystemen der Fall. Der Leitrechner wird dann über standardisierte Schnittstellen an den Steuerungsrechner gekoppelt.
Mit offenen Schnittstellen in Hard- und Software bietet die PC-basierte Steuerung dem Maschinenbauer hohe Freiheitsgrade bei seiner Maschinenkonstruktion. So kann er eine Vielzahl unterschiedlicher Geräte – auch von Drittherstellern – integrieren. Dies sorgt für ein effizientes Zusammenwirken aller Systemkomponenten und damit für maximale Produktivität. Die Unterstützung gängiger Feldbussysteme und Softwareprotokolle garantiert darüber hinaus eine durchgängige horizontale und vertikale Kommunikation, von der Vernetzung der einzelnen Maschinen untereinander bis zur IT-Ebene und in die Cloud.
Mit Erfolg setzt die Holzbearbeitungsindustrie daher auf diese bewährte und hoch innovative Steuerungsplattform. Die in jahrzehntelanger Zusammenarbeit mit Maschinenbauern und Endkunden erworbene Expertise in der Holzbranche macht Beckhoff zu einem zuverlässigen Partner mit hoher Lösungskompetenz. Unser Branchenmanagement-Team und unsere Engineering-Abteilung bieten Maschinenbauern umfangreiche Applikationsunterstützung sowohl bei Neuanlagen als auch bei Maschinenretrofits.


Der Maschinenbau für die Möbelindustrie steht unter ständigem Leistungs- und Kostendruck. Um dem Trend zu wechselnden Produktlösungen folgen und am Markt bestehen zu können, ist häufig eine große Vielfalt an Maschinen innerhalb eines Unternehmens im Einsatz. Hinzu kommt der steigende Bedarf an Individualisierung der Produktion. Von Seiten des Maschinenbaus besteht daher die Notwendigkeit zur Integration neuer Technologien, um die Anlageneffizienz und -transparenz zu steigern. Daher ist es wichtig, die Kostentreiber auszumachen und regelmäßig auf den Prüfstand zu stellen: Eine große Vielfalt an Spezial-Hard- und -Softwarekomponenten, die ihren Dienst für den Augenblick zuverlässig verrichten, verursacht nicht nur hohe Kosten bei der Beschaffung, sondern ist auch beim Engineering, der Vernetzung und Wartung sowie der langfristigen Ersatzteilpflege (Stichwort Product Lifecycle Management, PLM) aufwendig und kostenintensiv. Ist eine Funktionserweiterung einer Maschine mit einer Designänderung dieser Spezialhardware verbunden, so schlagen alle oben genannten Faktoren erneut zu Buche.
Den Ausweg bietet PC-based Control als offene Plattform: Eine Vielzahl von Hard- und Softwareanbietern sowie Serviceleistungen, standardisierte und preiswerte Schnittstellen und nicht zuletzt seine unvorstellbar hohe Performance machen den PC heute zu einem unverzichtbaren Helfer in allen Belangen der Automatisierungstechnologie. Die industriellen Anforderungen an PC-based Control adressiert Beckhoff durch die konsequente Eigenentwicklung und Produktion seiner Industrie-PCs, inklusive der Motherboards, der Automatisierungssoftware TwinCAT und des Echtzeitfeldbussystems EtherCAT. Die Langzeitverfügbarkeit der Hardware, industrielles Design, Echtzeitqualifizierung, ein hoher Diagnosegrad und Skalierbarkeit bilden das Fundament der PC-basierten Steuerungstechnik von Beckhoff.
Die gute Skalierbarkeit aller Komponenten in Bezug auf Preis, Leistung und Bauform macht es möglich, dieselbe Steuerungstechnologie durchgängig, d. h. von einer einfachen Handwerkermaschine bis hin zur vollverketteten Produktionsanlage, zu verwenden. Die Folgen sind: kein Systembruch von einer zur nächsten Maschinenklasse, keine spezialisierten Entwicklungsteams und ein unschlagbar großes Portfolio an modularer Hard- und Software, das nahezu jeden Einsatzbereich und Anwendungsfall abdeckt. Damit ist PC-based Control heute nicht mehr wegzudenken aus dem industriellen Umfeld.
Aufgrund der Leistungsstärke moderner Prozessoren, wie Beckhoff sie in allen seinen PC-Serien verbaut, können jederzeit ohne Systemwechsel auch komplexe Automatisierungsoperationen in die Steuerung integriert werden: Bildbearbeitungssysteme (TwinCAT Vision), spezielle, mit MATLAB®/Simulink® erstellte Softwaremodule, kundenseitiges in der Programmiersprache C/C++ implementiertes Spezial-Know-how, Machine Learning und viele andere rechenintensive Anwendungen können problemlos von der PC-Steuerung ausgeführt werden. Und wenn der PC dabei mal in die Knie geht? Wählen Sie den nächstgrößeren Industrie-PC von Beckhoff. Die Systemarchitektur und das erforderliche Know-how bleiben gleich, die in TwinCAT umgesetzte Software wird mitgenommen.

Mehr als 6.000 Unternehmen, die sich weltweit zur EtherCAT Technology Group (ETG) zusammengeschlossen haben, unterstützen die von Beckhoff entwickelte Technologie, die bis heute Grundlage von fast allen hochperformanten Holzbearbeitungsmaschinen ist. Mit Zykluszeiten weit unter 1 ms, überragender Synchronisationsgenauigkeit, flexibler Topologiewahl, umfangreicher Diagnose und einfacher Konfiguration eignet sich EtherCAT optimal für den Einsatz in Holzbearbeitungsmaschinen und hat sich hier als Kommunikationsstandard durchgesetzt. Der Echtzeit-Feldbus übernimmt die gesamte Prozesskommunikation und ist I/O-, Sicherheits- und Antriebsbussystem in einem. Aufgrund der weltweiten Verbreitung steht eine große Anzahl EtherCAT-kompatibler Geräte, Sensoren und Aktuatoren am Markt zur Verfügung, wodurch eine hohe Investitionssicherheit gewährleistet ist und sich garantiert für jede Problemstellung eine geeignete Lösung findet.
Die hohe Geschwindigkeit von EtherCAT führt zu einer höheren Taktzeit bei gleichzeitiger Erhöhung der Genauigkeit der Prozesse. Die Folge: höhere Teilegüte, weniger Restmaterial während der Bearbeitung und reduzierter Ausschuss. Dabei entfaltet EtherCAT seine Stärken in zweierlei Hinsicht:
Beim Einsatz von EtherCAT behält der Hersteller von Holzbearbeitungsanlagen das Heft fest in der Hand. D. h. er muss keinerlei Rücksicht auf die Kommunikationsstrukturen nehmen. Die Anlage wird geplant und gebaut; EtherCAT fügt sich passend zur gewählten Anlagentopologie ein. Ob Linien-, Stern- oder Baumtopologie: EtherCAT unterstützt alle vollumfänglich – und das ohne Auswirkungen auf die Performance. Und das Beste: Über EtherCAT lassen sich auch Standard-TCP/IP-basierte Geräte, wie Scanner, Barcode-/QR-Code-Drucker oder andere Geräte aus der klassischen IT-Landschaft einfach anschließen.
Auch die Migration bestehender Maschinen und Anlagen ist einfach: Beckhoff bietet zahlreiche Gateway-Lösungen an, die es ermöglichen, ältere oder fremde Technologien in die neue Welt zu integrieren.

Jedes Kabel ist eines zu viel, sofern es technologisch eine bessere Alternative dazu gibt. Leitungen sind ein nicht unerheblicher Kostenfaktor im Maschinenbau. Sie müssen beschafft, projektiert, angeschlossen und im schlimmsten Fall konfektioniert werden. Im späteren Betrieb stellen Kabel insbesondere dann eine Fehlerquelle dar, wenn sie bewegt werden. Biege- und Torsionsbewegungen in Schleppketten und Robotern führen zu Verschleiß. EtherCAT P reduziert diese Aufwendungen deutlich. Es kombiniert auf einem 4-adrigen Standard-Ethernet-Kabel die EtherCAT-Kommunikation mit der Leistungsversorgung für die angeschlossenen Verbraucher. Alle Vorteile von EtherCAT, wie freie Topologiewahl, hohe Geschwindigkeit, optimale Bandbreitennutzung, Verarbeitung der Telegramme im Durchlauf, hochgenaue Synchronisation und umfangreiche Diagnose etc., bleiben erhalten. Damit ist EtherCAT P das optimale Bussystem für die Sensorik, Aktorik und die Messtechnik in Holzbearbeitungsmaschinen.
Das Ergebnis: weniger Verdrahtungsaufwand, eine geringere Anzahl zu wartender Teile, reduzierte Komplexität und weniger Kosten ohne Verlust von Funktionalität.
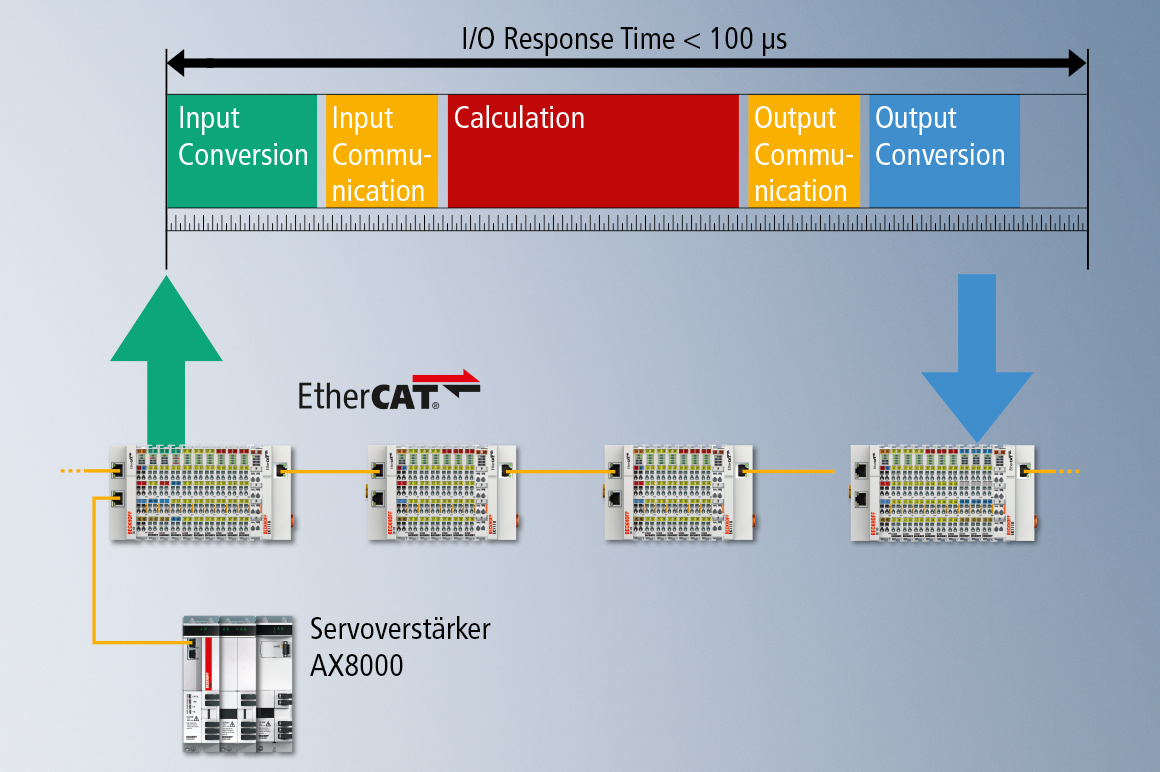
Holzbearbeitung ist ein dynamischer Prozess: Viele Bearbeitungen am Werkstück finden im Durchlauf statt. Wichtig ist dabei, dass die Position der Werkstücke vor und während der Bearbeitung exakt bekannt ist. So können die Bearbeitungsaggregate punktgenau ein- bzw. aussteuern und ihre Aufgaben ohne Material- und Qualitätsverlust verrichten. Je genauer dies geschieht, desto geringer ist der Ressourcenverbrauch bei gleichzeitiger Effizienzsteigerung. TwinCAT, die Automatisierungssoftware, und EtherCAT, das Hochgeschwindigkeits-Kommunikationssystem, sind hierfür die Grundbausteine. Zykluszeiten im unteren Millisekunden- oder gar Submillisekunden-Bereich erlauben „a priori“ schnelle Reaktions- und Antwortzeiten. Nichtsdestotrotz lassen sich diese Zeiten nicht vollständig eliminieren. Dabei hilft XFC mit seinen Distributed Clocks (DC). Mit XFC bekommt die Maschine eine nanosekundengenaue Systemzeit. Alle Signale aus dem Feld und Berechnungen innerhalb der Steuerung beziehen sich auf diese Zeit. Auf dieser Basis kann der Zeitpunkt zur Ansteuerung der Aggregate hochgenau berechnet und zusammen mit der eigentlichen Signalinformation an eine EtherCAT-Ausgangsklemme verschickt werden. SPS- und feldbusbedingte Verzögerungen, die zwangsläufig immer entstehen, können in dieser Anwendung somit nahezu vollständig kompensiert werden. Höhere Präzision, weniger Verschnitt und bessere Konturgenauigkeit sind die Folge.
Auch eine weitere Eigenschaft von XFC, das Oversampling, dient zur Prozessverbesserung. Immer wenn es darum geht, Signale aus der Maschine trotz bereits sehr kurz gewählter SPS-Zykluszeiten noch hochauflösender zu erfassen bzw. auszugeben, kommt diese Technologie zum Einsatz. Der Trick: In einem EtherCAT-Zyklus werden auf einen Schlag bis zu 100 zeitlich äquidistante Werte eines Signals übertragen; die zeitliche Auflösung des Signals erhöht sich adäquat ebenfalls um diesen Faktor. Die damit verbundenen, deutlich reduzierten Diskretisierungsverluste erhöhen die Positioniergenauigkeit von Antrieben oder die Genauigkeit bei der Erfassung von Werkstücken. Auch unterstützen sie z. B. bei klassischen Aufgaben, wie der Beleimung, sodass eine Leimspur oder Leimpunkte ohne zusätzlichen Hardwareaufwand aufgetragen werden können.
TwinCAT ist die durchgängige Softwareplattform für alle Steuerungsfunktionen. Bei der Antriebssteuerung stehen die umfangreichen Möglichkeiten von TwinCAT zur Regelung nicht-koordinierter und koordinierter Bewegungen einer Vielzahl von elektrischen Achsen im Mittelpunkt. Dabei sind zwei, oft scheinbar unvereinbare, Herausforderungen zu bewältigen: Zum einen gibt es in der Holzbearbeitung eine Unmenge verschiedener Antriebsbasistechnologien. Zum anderen werden − abhängig von diesen Technologien und den Maschinen- und Anlagentypen − häufig unterschiedliche Verfahren der koordinierten Bewegung gewählt.
Antriebstechnologien:
Die Motion-Control-Software TwinCAT beherrscht Antriebssysteme und -technologien, die in ihrem Verhalten und ihren Eigenschaften sehr unterschiedlich sind: Hierzu gehören eine Vielzahl an
um nur einige zu nennen.
Ergänzt wird das Szenario um eine Vielfalt an motorintegrierten und externen Messsystemen mit diversen Schnittstellen. In großen Anlagen ist die Koexistenz aller genannten Typen nicht selten.
Achsbewegungen:
Die Art und Weise, wie die vielen unterschiedlichen Achsen bewegt werden müssen, hängt vom Maschinentyp ab: Einzelachsen, Achsen, die über Getriebekopplungen, Kurvenscheiben (VDI 2143) oder Tabellen exakt und hochdynamisch gekoppelt sind (z. B. für Gantry-Applikationen, Konturbearbeitungen im Durchlauf, Verschleifungen), Ausgleichsgetriebe- oder Synchronisierfunktionen (Fliegende Säge) gehören zu den Standardanforderungen in der Holzbearbeitungsindustrie. Bearbeitungszentren erfordern darüber hinaus eine leistungsfähige CNC, die unterschiedliche Kinematiken beherrscht und auch im Durchlauf arbeiten kann (Leitachsenkopplung).
TwinCAT bietet hierfür die entsprechenden Softwarefunktionsbausteine:
Das Bestechende an den TwinCAT-Motion-Control-Funktionen ist, dass die Funktion einer Achse zu einem beliebigen Zeitpunkt verändert werden kann: Eine CNC-Achse kann kurzzeitig eine unabhängige Bewegung als Einzelachse durchführen, z. B. für den Werkzeugwechsel. Sie kann aber auch temporär Teil eines anderen CNC-Kanals oder eines Kurvenscheibenverbandes werden. Der Kreativität sind hier keine Grenzen gesetzt.
Die Hoheit über die Achsen zur Laufzeit hat immer die SPS. Sie bestimmt die Zuordnung der Achsen z. B. zur CNC oder einem Kurvenscheibenverband. Die SPS bestimmt darüber hinaus sämtliche Parameter der NC/CNC-Einheiten und der verfügbaren Achsen und liefert zyklisch auswertbare Diagnose- und Statusdaten.
Eckdaten von TwinCAT Motion Control
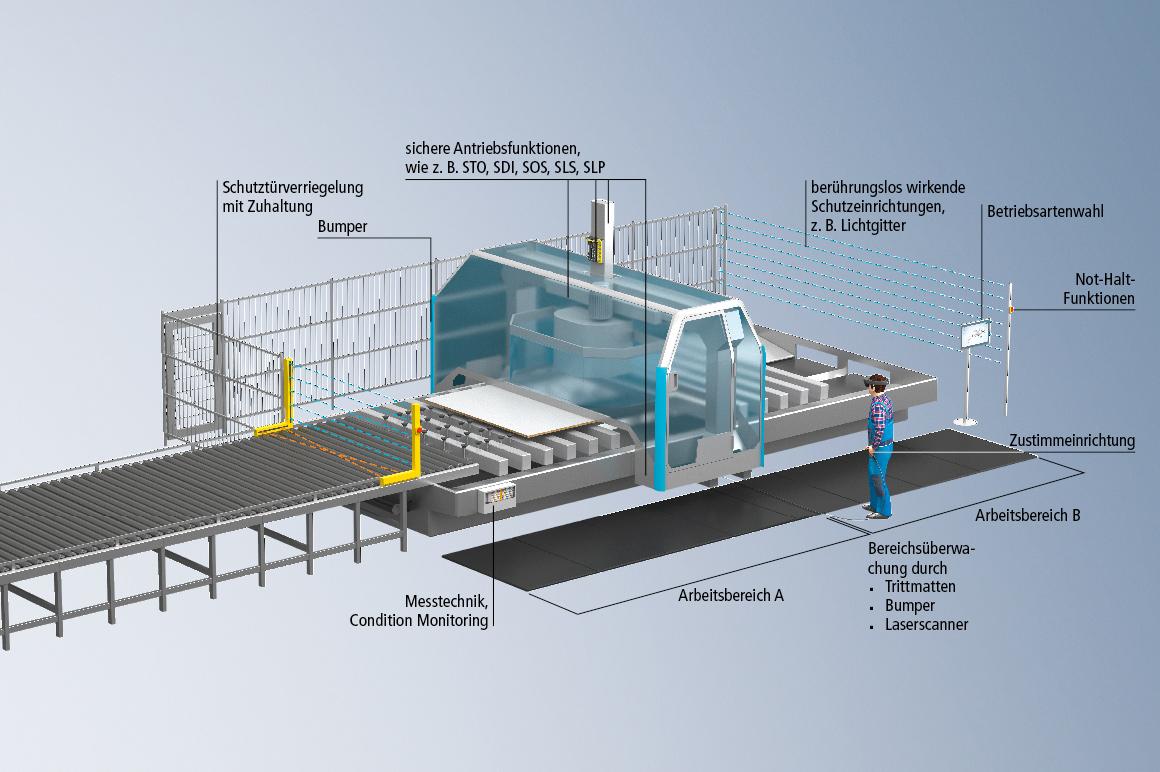

Mit TwinSAFE hat Beckhoff ein durchgängiges Sicherheitskonzept umgesetzt, das sichere Funktionalitäten in die Standard-Steuerungsplattform integriert: von der SPS, über die I/Os bis zur Antriebstechnik. Alle Safety-Funktionen, wie z. B. Not-Halt, Schutztürüberwachung, Zweihandbedienung, Trittmattenauswertung und Muting, sichere Position, sicher begrenzte Geschwindigkeit usw., sind mit der einheitlichen Engineering-Plattform TwinCAT programmier- bzw. konfigurierbar. Über die TwinSAFE-I/O-Module wird die Sicherheitstechnik nahtlos in den Klemmenstrang integriert, wobei sich die sicheren Signale beliebig mit den Standardsignalen mischen lassen.
Die typischen Sicherheitsfunktionen sind in einer TwinSAFE-Logic-Klemme, z. B. EL6910, oder der kompakten Safety-Steuerung EK1960 auf Basis von Standard-Safety-Funktionsbausteinen entsprechend den Sicherheitsanforderungen programmier- bzw. konfigurierbar. Alle Beckhoff-Sicherheitssteuerungen eignen sich für Anwendungen bis SIL 3 nach IEC 61508 bzw. Performance-Level e der ISO 13849-1. Die Sicherheitssteuerungen unterstützen komplexe, sichere analoge Auswertungen, z. B. zur sicheren Limitierung prozesstechnischer Größen, wie Drücke, Temperaturen oder Drehzahlen frequenzgeregelter Antriebe.
Mit Hilfe der TwinSAFE-SC-Technologie ist es möglich, in beliebigen Netzwerken bzw. Feldbussen Standardsignale für sicherheitstechnische Aufgaben zu qualifizieren. Hierzu stehen entsprechende EtherCAT-Klemmen zur Erfassung und zum sicheren Transport dieser Signale über EtherCAT zur Verfügung.
Große, vernetzte Anlagen stellen besonders im Hinblick auf die Sicherheitstechnik hohe Anforderungen an alle Beteiligten. Viele vernetzte Maschinen mit ihren eigenen Sicherheitsbereichen, verteilt auf große Produktionsflächen, erschweren den Überblick und machen spätere Erweiterungen und Anpassungen zu einer Herkulesaufgabe. TwinSAFE bietet die Möglichkeit, die Sicherheitsapplikation nach Bedarf vollständig oder teilweise zu dezentralisieren. Jede Maschine, im Bedarfsfall jedes Aggregat, kann einfach mit einer eigenen Sicherheitslogik ausgestattet werden. Die TwinSAFE-Logik ist Bestandteil jeder sicheren Ein- oder Ausgangsklemme und auch vieler Antriebskomponenten. Mit ihr lassen sich problemlos autarke Sicherheitsbereiche schaffen, die untereinander kommunizieren können. Sofern prozesstechnisch notwendig, können Sektionen im laufenden Betrieb − obwohl Bestandteil der Sicherheitskette − einfach rückwirkungsfrei abgeschaltet werden. Während der Produktion und Inbetriebnahme können einzelne Aggregate und Maschinen von der jeweilige Fachabteilung sicherheitstechnisch verifiziert und validiert werden.

Vision-Systeme halten in vielen Industrien zunehmend Einzug. Auf Grund des relativ hohen technischen und monetären Aufwandes und dem oft erforderlichen Spezialwissen beschränkt sich der Einsatz aber häufig auf sehr spezielle Aufgaben, für die es keine anderen Alternativen gibt. Eine Oberflächeninspektion ist beispielsweise so eine Aufgabe. Für viele andere Anwendungen wäre eine Kamera zwar technisch vorteilhaft, aber aus o. g. Gründen nicht wirtschaftlich darstellbar.
TwinCAT Vision hat den Anspruch, genau hier eine Lücke zu schließen: Mit TwinCAT Vision integriert Beckhoff die Bildverarbeitungsfunktionalitäten komplett in die bekannte Engineering-Umgebung des Maschinenprogrammierers, wodurch sich die Programmierung und der Test deutlich vereinfachen. Alle aus der Bildverarbeitung abgeleiteten Steuerungsfunktionen, wie die exakte Positionsbestimmung des Werkstücks sowie das Auslösen der Kamera und der Lichtquelle, werden in Echtzeit synchronisiert. Dies ist ein entscheidender Vorteil der integrierten Bildverarbeitungslösung gegenüber separaten Systemen.
Wie bei Beckhoff gewohnt, basiert die Lösung auf vorhandenen Industriestandards. Mit dem TwinCAT 3 GigE Vision Connector können Kameras nach dem GigE-Vision-Standard mit einigen Klicks in das Steuerungssystem eingebunden werden. Ein unmittelbarer Zugriff auf die Bilddaten und die Weiterbearbeitung in der SPS ist nun möglich. Da GigE-Vision von einer Vielzahl von Herstellern unterstützt wird, kann sich der Maschinenbau aus einem großen Fundus bedienen. Kameras mit unterschiedlichen Auflösungen, je nach Anwendung optimiert für die Erfassung in unterschiedlichen Wellenlängenbereichen, und eine große Objektivauswahl sind am Markt erhältlich.
Durch die konsequente Einbindung der Kameras in das Steuerungssystem ist Spezial-Know-how verzichtbar. Der SPS-Programmierer kann die Auswertung der Bildinformationen vornehmen und andere Daten aus der SPS oder der NC zeitlich mit den Bilddaten korrelieren. Dank der XFC-Technologie können hier bisher unerreichbare Genauigkeiten realisiert werden.
Innerhalb der Maschinen, in Übergabestationen oder im Handlingsbereich können Kameras nun kosteneffizient für eine Vielzahl von Aufgaben eingesetzt werden: von der einfachen Werkstückerfassung (Kantenerkennung) bis hin zur Erfassung der Teileposition und -orientierung und ggf. der nachfolgenden Sortierung. TwinCAT Vision ermöglicht den Einsatz von Kamerasystemen in Anwendungen, die bisher auf Grund der Komplexität und Kosten eher klassisch gelöst wurden.
Die Anforderungen an Maschinen und Anlagen wachsen. Die Erfüllung individueller, auf den Fertigungsprozess angepasster Wünsche, sind darüber hinaus tägliches Geschäft und bilden oft die Voraussetzung, um am Markt bestehen zu können. Die grundsätzliche Problemstellung dabei: Die stetig wachsende Anlagenkomplexität, verbunden mit dem Anspruch, seinen Kunden möglichst jeden Wunsch zu erfüllen, führt zu unterschiedlichsten Ausprägungen der Maschinen und Aggregate. Die verfügbare Entwicklungs- und Konstruktionszeit verkürzt sich in der Folge deutlich; Inbetriebnahme und Test vor Ort laufen schnell aus dem zeitlich gesteckten Rahmen. Wenn sich dann im letzten Moment herausstellt, dass in der Designphase ein Detail nicht bedacht wurde, wird es umso aufwendiger und teurer. Abhilfe schaffen hier verschiedene, ergänzende Werkzeuge rund um das TwinCAT-„Ökosystem“.
Design-, Entwicklungs- und Inbetriebnahmephase
In dieser Phase unterstützt die in TwinCAT integrierte Anbindung für Source-Code-Verwaltungssysteme (z. B. GIT, TFS, SVN) das Entwicklungsteam bei Organisation und Änderungsverwaltung des erstellten Source-Codes. Sämtliche Änderungen sind von Anfang an jederzeit nachvollziehbar, unterschiedliche Projektstände können gezielt zusammengeführt werden.
Der Programm-Code ist umso besser lesbar, je mehr Entwickler sich an feste Konventionen halten. Die Überwachung der ggf. unternehmensweit festgelegten Regeln zur Programmierung übernimmt eine statische Code-Analyse. TwinCAT 3 PLC Static Analysis sorgt dafür, dass der Programmierer während der Entwicklungsphase auf Abweichungen von festgelegten Konventionen hingewiesen wird. Syntaktisch einheitlicher Code ist die Folge und – damit verbunden – eine vereinfachte und schnellere Orientierung in eigenen Softwarequellen und vor allem auch denen der Kollegen.
Simulation
Umso früher Fehler im Entwicklungsprozess einer Maschine auffallen, desto geringer sind die Kosten zur Beseitigung. Im Zweifelsfall bestimmt der Zeitpunkt des Erkennens darüber, ob ein Projekt überhaupt profitabel sein kann. Der Trend geht deshalb dahin, dass Maschinen und Anlagen möglichst im Vorfeld der Auslieferung, ggf. entwicklungsbegleitend, simuliert werden. Die Ansprüche sind allerdings sehr unterschiedlich. Ein Hersteller von Serienmaschinen tendiert zu einer möglichst detailgenauen Simulation, da sich der hohe „Einmalaufwand“ für ihre Erstellung immer lohnt. Ein Hersteller von großen Anlagen und Sondermaschinen benötigt eher Lösungen, die einfach und schnell umzusetzen sind. TwinCAT unterstützt mit einigen Produkten beide Anwendergruppen:
TwinCAT 3 CAD Simulation Interface
TwinCAT 3 EtherCAT Simulation
TwinCAT 3 Target for FMI
Diagnosefunktionen von TwinCAT
TwinCAT verfügt von Haus aus über ein umfangreiches Diagnosesystem. Sämtliche Systeminformationen sind entweder in der TwinCAT Engineering Umgebung (XAE) direkt einsehbar oder können in Echtzeit und zyklussynchron mit dem TwinCAT 3 Scope aufgezeichnet werden. Eine nachträgliche Analyse ist jederzeit möglich. Der TwinCAT 3 Realtime Monitor ermöglicht eine präzise Diagnose und Optimierung des Laufzeitverhaltens von Tasks und Prozessen in der TwinCAT-3-Runtime.
Und wer noch einen Schritt weitergehen möchte: Um Langzeitanalysen über mehrere Maschinen- und Anlagen hinweg, für Diagnosezwecke, zur Maschinen- und Betriebsdatenerfassung oder um vorausschauende Wartung realisieren und anbieten zu können, steht mit TwinCAT 3 Analytics das optimale Softwaretool zur Verfügung.

Es staubt, es ist warm, es vibriert, die Spannungsversorgung schwankt. Über eine Vielzahl von Kabeln werden hohe Leistungen bzw. Ströme übertragen, die oft hochfrequent und mit Oberwellenanteilen belastet sind. Elektromagnetische Störfelder, der unsichtbare Feind der Steuerungstechnik, sind die Folge. Dies ist das typische Umfeld in der Holzbearbeitung und die Bedingungen unter denen Maschinen und Anlagen zuverlässig funktionieren müssen. Das gilt für die Mechanik, für die Steuerungskomponenten und gleichermaßen für das „Gehirn“ der Anlage - den Industrie-PC.
Mit der Industrie-PC Baureihe C60xx (z. B. C6015 und C6030) begegnet Beckhoff diesen Anforderungen. Das − wie immer bei Beckhoff − im eigenen Hause entwickelte Gerät, inklusive Motherboard, Netzteil und komplettem Gehäusekonzept, verfügt über eine Robustheit „by Design“. Das führt u.a. dazu, dass die Geräte trotz hoher Leistung bei Umgebungstemperaturen von bis zu 55 °C betrieben werden können. Temperaturen, die in einem klimatisierten Schaltschrank typischerweise nicht vorkommen, außerhalb dieser klimatisierten Zonen, nahe an wärmeproduzierenden Aggregaten und in Ländern mit extremen Witterungsbedingungen aber schnell zu einer echten Herausforderung werden. Widerstandsfähigkeit im industriellen Umfeld ist dennoch nicht das einzige Credo. Die Industrie-PC-Diagnose bietet dem Maschinenbauer und Betreiber jederzeit umfangreiche Informationen über den Betriebszustand des Gerätes:
Informationen, die über einen einfachen Webbrowser zugänglich sind und in der SPS direkt ausgewertet und je nach Anforderung in der Anlagenvisualisierung angezeigt werden können. Zu diesen Daten gehört auch der Zustand der verwendeten Speichermedien (SSD), die, sofern z. B. zwei Speicher verwendet werden, im RAID-Betrieb arbeiten können. Und sollte doch einmal nach langer Betriebszeit der Wechsel eines Speichermediums erforderlich werden: Trotz der Kompaktheit des Gerätes ist eine einfache und schnelle Wartbarkeit sichergestellt.
Eine der größten Herausforderungen sind Schwankungen der IPC-Versorgungsspannung. Die Ursachen dafür können vielfältig sein: Eine hohe Anzahl von Verbrauchern innerhalb eines Industriebetriebes mit großem Leistungsbedarf und folglich dem möglichen Auftreten nicht kalkulierbarer Spitzenströme ist dabei ein häufig vorkommender Grund. Unabhängig von der Ursache sind die Folgen − speziell bei verketteten Produktionsanlagen − schwerwiegend. In den Anlagen, die sich oft über ganze Hallen erstrecken, befinden sich ggf. hunderte Werkstücke in unterschiedlichen Bearbeitungszuständen. Stellt ein Industrie-PC bei voller Produktion auf Grund einer Spannungsschwankung oder gar eines Komplettausfalls der Versorgungsspannung seinen Dienst ein, ist der Wiederanlauf mit einem hohen Zeit- und Kostenaufwand verbunden. Daher können die Industrie-PCs der Baureihe C60xx optional um eine USV vom Typ CU81xxerweitert werden. Die USV sorgt dafür, dass bei größeren Spannungseinbrüchen wichtige Steuerungs- und Betriebsdaten sicher gespeichert werden und der Industrie-PC geführt heruntergefahren wird. Ein schnelles Wiedereinschalten der Anlage und damit eine hohe Verfügbarkeit ist somit gewährleistet.


Die Holzbearbeitung erfordert ein hohes Maß an Präzision bei gleichzeitiger Dynamik: Fräsen und Sägen, Beleimen, Bohren und Dübeln sowie eine Vielzahl an Montageprozessen sind mit hoher Genauigkeit durchzuführen, um qualitativ hochwertige Möbel zu fertigen. Eine falsche Wahl der Antriebstechnik, eine unzureichende Auslegung, fehlerhafte Einstellungen und mangelhafte Synchronität zwischen Steuerungs- und Antriebssystem haben direkten Einfluss auf die Profitabilität im Produktionsprozess. Unzureichende Qualität führt zu notwendigen Nachbearbeitungen oder sogar zu Ausschuss. Erhöhte Materialdurchlaufzeiten durch erhöhte Anregelzeiten der Antriebe reduzieren den Durchsatz in der Produktion, dies alles mit negativen Auswirkungen auf die nachfolgenden Produktions- und Logistikketten.
In Kombination mit der Motion-Control-Software TwinCAT und EtherCAT, dem schnellen Kommunikationssystem, deckt unser Antriebsportfolio alle Anforderungen der Holz- bzw. Möbelindustrie komplett ab: Das gemeinsame und entscheidende Fundament für alle Antriebssysteme ist dabei die vollständige Durchsynchronisierung aller beteiligen Regelkreise. Von der Steuerung mit ihren NC/CNC-Funktionseinheiten (TwinCAT NC und TwinCAT CNC) über EtherCAT als schnellem Transportkanal für die Daten bis hin zu den antriebsinternen Reglerstrukturen ist nichts dem Zufall überlassen: Die Regelung und das Verhalten aller Antriebe ist exakt und jederzeit vorhersagbar und somit die Basis für Qualität und Dynamik.
Die integrierte, schnelle Regelungstechnik der Servoverstärkerbaureihen AX8000 und AX5000 unterstützt schnelle und hochdynamische Positionieraufgaben. Im unteren Leistungsbereich stellen die EtherCAT-Antriebsklemmen oder die integrierte, kompakte Servoantriebstechnik AMI8100 eine preiswerte und kompakte Alternative dar. Das umfangreiche Programm an Linearmotoren und rotatorischen Servomotoren ist optimal auf die Servoverstärker zugeschnitten. Die Motorserie AM8000 zeichnet sich durch die One Cable Technology aus, d. h. Power- und Feedbacksystem sind in einem Standardkabel zusammengefasst. Für Anwendungen mit einfachen Verstellantrieben bietet Beckhoff die volle Bandbreite an Antrieben, wie z. B. Schrittmotoren oder kompakte Servomotoren.
Das dezentrale Servoantriebssystem AMP8000 eröffnet neue Möglichkeiten für modulare Maschinenkonzepte: Der AMP8000 integriert den Servoregler in sehr kompakter Bauform direkt in den Servomotor. Durch die Verlagerung der Leistungselektronik direkt an die Maschine reduziert sich der Platzbedarf im zentralen Schaltschrank auf ein einziges Koppelmodul, das mit nur einem Kabel über ein Verteilermodul mehrere dezentrale Servoantriebe versorgt. Eine weitere Ausbaustufe eliminiert den für die Antriebstechnik erforderlichen Schaltschrankraum vollständig. Gerade der Anlagenbau in der Holzbearbeitungsmaschinenindustrie ist geprägt vom Zusammenspiel einer Vielzahl von Maschinen und Aggregaten. Die damit verbundene Weitläufigkeit der Anlagen führt immer wieder zu Herausforderungen hinsichtlich der Schaltschrankgrößen, der Aufstellungsorte, der Klimatisierung im Schaltschrank und vor allem der großen Kabellängen. Der Einsatz des dezentralen Servoantriebssystems AMP führt hier zu einer vereinfachten Planung und Umsetzung.
Das Bestechende dabei: Ganz gleich für welche Antriebstechnikvariante Sie sich entscheiden, es liegt immer die gleiche Basistechnologien zugrunde: So können ohne Einschränkungen beliebige Antriebe in einem Antriebsverbund betrieben werden – ganz gleich, ob zentral (AX5000/AX8000) oder dezentral (AMP/AMI), rotatorischer Servomotor, Linearmotor oder Schrittmotor. Mit Beckhoff erhalten Sie Antriebstechnik aus einem Guss!
Speziell in Kantenbearbeitungsmaschinen aber auch in anderen Durchlaufmaschinen, z. B. beim Schleifen, werden gleichzeitig mehrere Werkstücke in den sequentiell hintereinander angeordneten Aggregaten bearbeitet. Unabdingbare Voraussetzung dafür ist, dass zu jedem Zeitpunkt die Positionen der Werkstücke exakt bekannt sein müssen, damit die Werkzeuge für die Bearbeitung passend ein- und ausgesteuert werden können. Diese hochpräzise Teileverfolgung übernimmt in einer Kantenbearbeitungsmaschine die Streckensteuerung TwinCAT Serial Line Control.
Basierend auf der aktuellen Vorschubgeberinformation errechnet die Streckensteuerung im Moment des Werkstückeintritts in die Maschine alle Werkstückpositionen (die sog. Streckenpunkte), an denen im weiteren Durchlauf eine Bearbeitung erfolgt. An diesen Positionen werden die Werkzeuge entlang der Maschine hochgenau − bei Bedarf sogar über die Distributed-Clocks-Funktion der XFC-Technologie – aktiviert; bei Kurvenscheiben- und CNC-gestützten Bearbeitungen werden sie auf das Werkstück aufsynchronisiert. Steuerungsbedingte Totzeiten und Ungenauigkeiten in der Werkstückpositionserfassung, die sich gerade bei Kantenbearbeitungsmaschinen zu den ohnehin typbedingten Abweichungen auf Grund von Kettenlängungs- und Polygoneffekten aufaddieren, können durch TwinCAT Serial Line Control auf ein absolutes Minimum reduziert werden.
Die SPS hat jederzeit die Hoheit über die Streckensteuerung. Dadurch können sämtliche Parameter der Streckensteuerung bei Bedarf zu einem beliebigen Zeitpunkt verändert werden. Dies lässt eine hochmoderne Stückzahl-1-Fertigung zu.
Eckdaten von TwinCAT Serial Line Control

In modernen Produktionsanlagen arbeiten die einzelnen Maschinen nur selten autark. Sie sind i. d. R. fester Bestandteil eines verketteten Prozesses. Die Art und Weise, wie Maschinensteuerungen, CAD-/CAM- und MES-Systeme, Leitrechner und ERP-System miteinander kommunizieren, ist − je nach Betrieb − sehr unterschiedlich und davon abhängig, wie die internen Prozesse eines Unternehmens organisiert sind. Eines haben aber alle gemeinsam: Daten werden typischerweise in Datenbanken abgelegt und über diese ausgetauscht.
Die Anforderung für den Maschinenbau lautet daher fast immer: Die beteiligten Maschinen und Anlagen müssen auf die in Datenbanken bereitgestellten Informationen zugreifen und umgekehrt Statusdaten, z. B. über die produzierten Werkstücke, zurückliefern können. Damit stehen sie unternehmensweit für weiterführende Produktionsschritte, Versand, Logistik und Kundenkommunikation zur Verfügung.
Während das Datenbank-Handling in der klassischen IT-Welt längst selbstverständlich ist und sich Experten fortwährend um Datenbankpflege, -struktur und -schnittstellen kümmern, müssen sich die Steuerungsexperten quasi „nebenbei“ auch um das Thema Datenbankanbindung kümmern. Dabei hilft der TwinCAT Database Server. Der einfach zu konfigurierende Database Server ist das verbindende Glied zwischen der Steuerungs-SPS und einer Vielzahl gängiger Datenbanken (SQL, NoSQL), die entweder direkt auf dem Steuerungs-PC oder im Netzwerk lokalisiert sind.