Flexible PC-based control for additive manufacturing with solid-state metals
Meld Manufacturing has pioneered a solid-state metal additive process that is based on applying friction and force. The advantages compared to melt-based processes include very large-format 3D printers and higher part strength. For optimal control of its systems, the company relies on flexible EtherCAT and PC-based control technology from Beckhoff.
The Christiansburg, Virginia-based company led by CEO Nanci Hardwick offers its capabilities to a wide range of customers in defense, research and manufacturing. MELD spun off from its parent company, Aeroprobe, in 2018 to apply the principle of friction stir welding to additive manufacturing technologies, according to Dr. Chase Cox, Director of Technology at MELD. Friction stir welding is a method for welding metals without melting them.
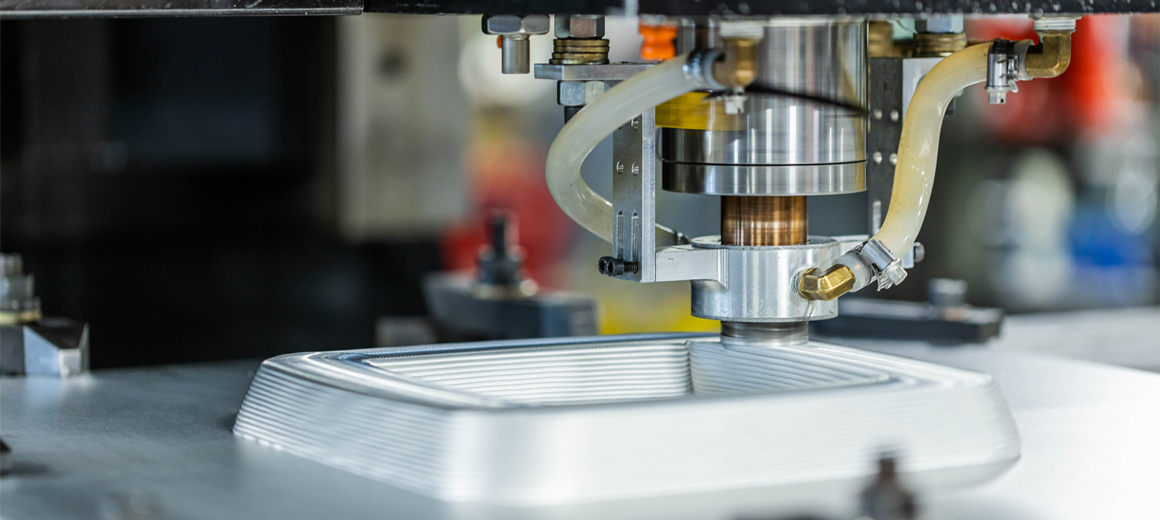
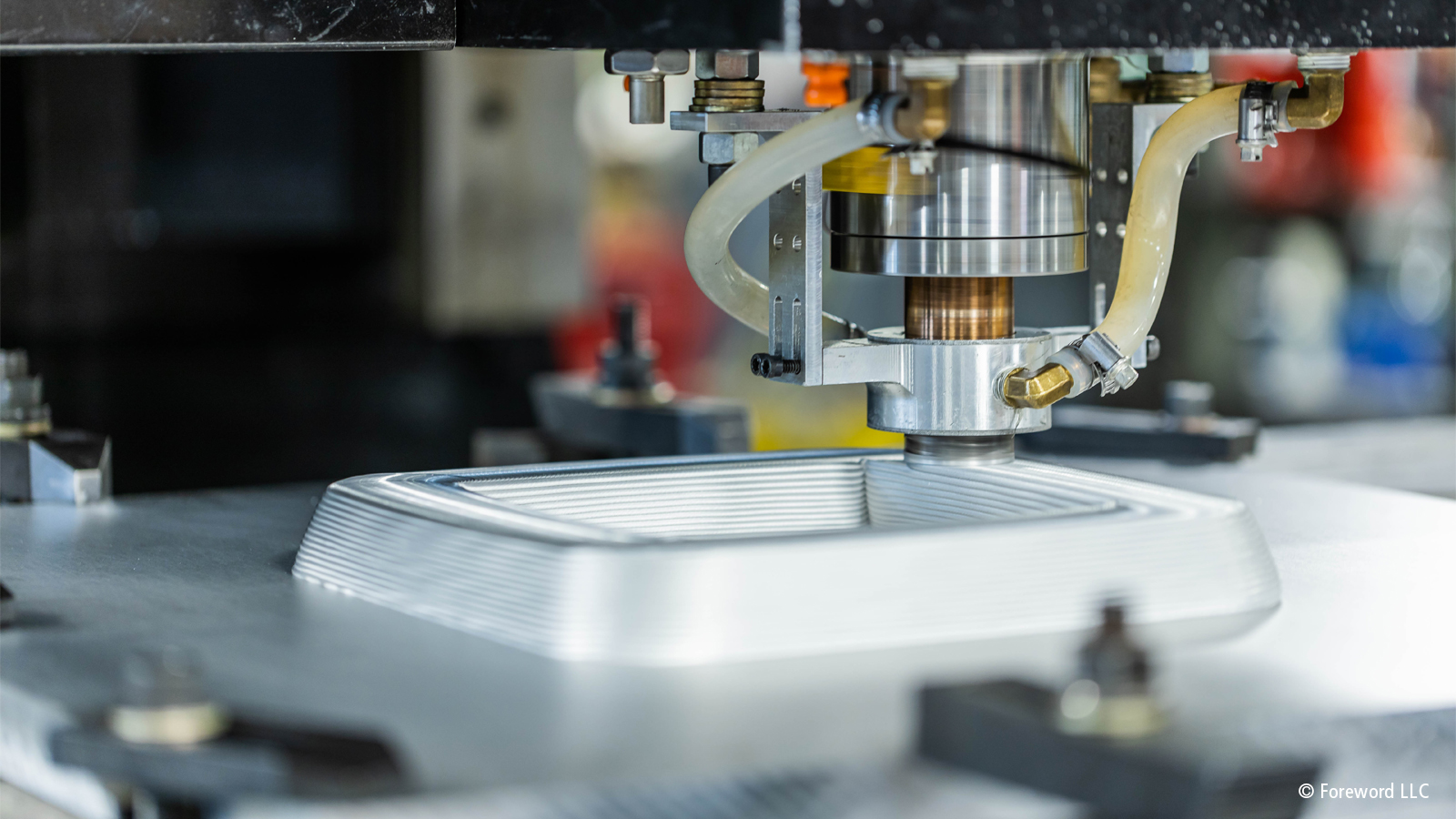
From this, MELD developed an additive process to enable deposition of multiple layers for 3D printing applications. The patented process entails rotating a bar of solid metal while applying a specified force at the point of deposition. Friction causes the metal to plasticly deform and be deposited in a layer. Through adiabatic heating, i.e. without exchanging heat with the environment, the metal feedstock will continue to flow if spun continuously at the correct speed.
The innovative process allows equipment end users to print parts using any metal, including aluminum alloys and others that have typically posed problems for other additive manufacturing systems. As it doesn’t require melting like most other established 3D printing methods, the process also doesn’t affect the metals’ properties. As a result, the product remains stronger and is less susceptible to porosity, hot-cracking or other typical issues of melt-based additive processes. The solid-state process is also at least 10 times faster and requires less energy.
Continued development needs flexible automation
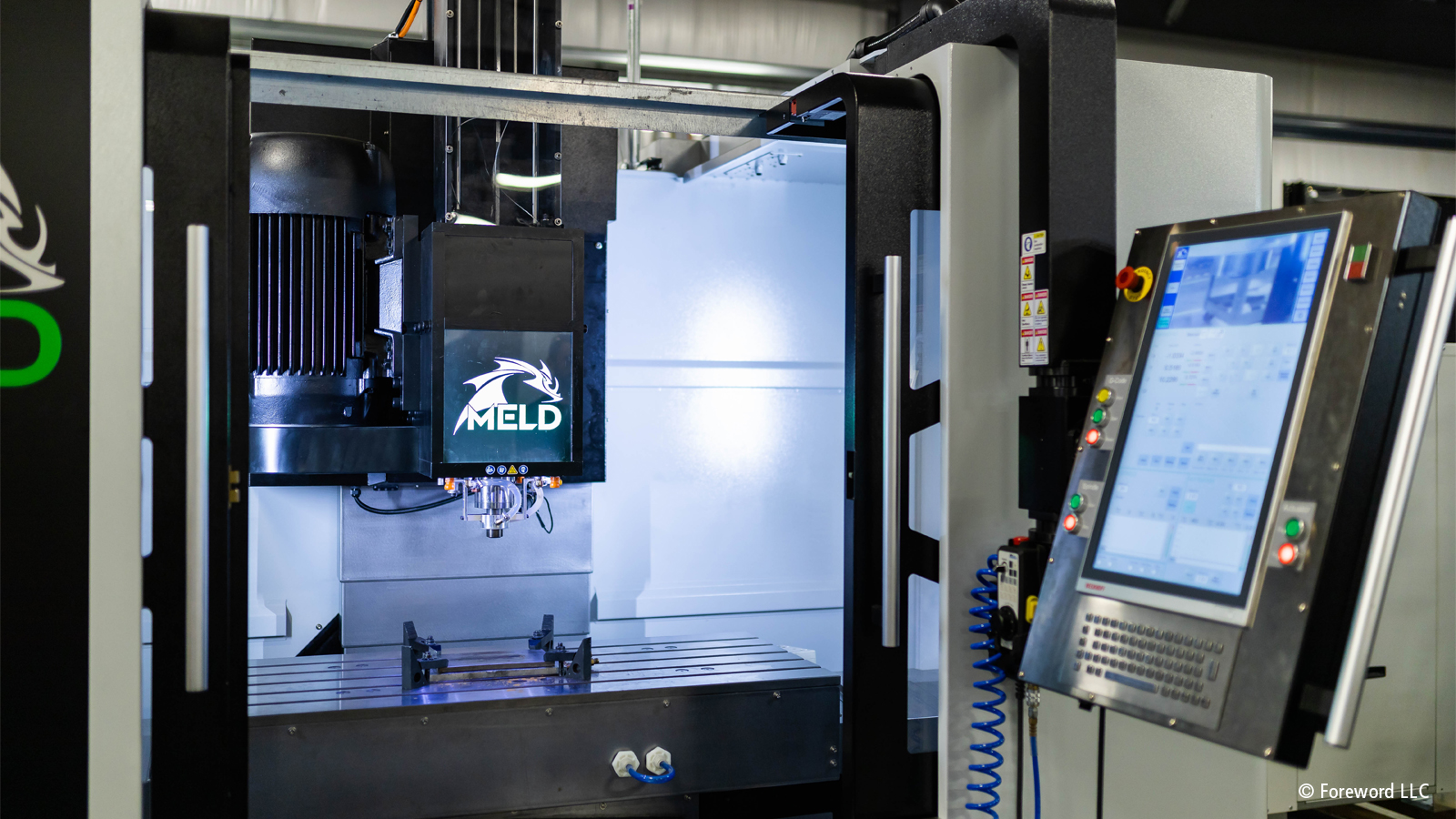
MELD currently offers several standard machines – L3, K2, and 3PO – for various part sizes ranging from around 3 feet (90 cm) long and 1 foot (30 cm) tall to roughly 13 feet (4 m) long and 3.5 feet (1 m) tall. It also offers the CD-14 package consisting of a spindle with rotating deposition tool, electrical enclosure and HMI, which machine builders can implement in large, custom systems. Open, scalable control technologies have proven critical to enabling continued development.
After the company launched in 2018, its original controls platform could not keep pace. First, Fred Lalande, Sr. Automation Engineer at MELD, had to write a G-code interpreter for that vendor’s platform. Also, a separate PC using a separate software package was necessary to run the HMI and communicate performance data. Finally, the platform had difficulty connecting field devices. As Fred Lalande worked to make the platform communicate to a Beckhoff stepper motor terminal from the EL70xx series, he got in touch with members of the local Beckhoff team, Regional Sales Engineer Chuck Padvorac and Application Engineer Jack Plyler. As he learned about fully integrated PC-based control from Beckhoff, Lalande believed he had found the ideal platform for MELD.

What pushed Fred Lalande toward Beckhoff was TwinCAT 3 automation software. Lalande had programmed the first machine’s code in structured text using Codesys, but within the TwinCAT engineering platform, he found it relatively easy to convert the code in a short timeframe. In that period, he not only implemented a program that can execute G-code files within the PLC using the TwinCAT NCI package, but he also designed a new HTML5-based operator interface in TwinCAT HMI. “Previously, I had to use two or three different software packages. That was a pain,” he says. “With TwinCAT, I open one program and everything I need is there.”
As the solutions have developed, the code has grown more sophisticated over time. The portability of code in TwinCAT made it easy to adapt one machine’s program when designing the next. In addition, IP protection is critical in additive manufacturing and especially so with this unique patented process. TwinCAT provided advantages in this area, as Chuck Padvorac from Beckhoff points out: “The Beckhoff software platform gave MELD the ability, using our OEM Certificate feature, to lock down its valuable code. Everything is password protected and encrypted, so no one can copy MELD’s developments.”
In this 3D process, the spindle speed must be modulated for each specific material to maintain the desired temperature for continuous printing, Chase Cox explains. To accomplish this, the PID controller in the TwinCAT Controller Toolbox provides dual-loop closure on the axis, ensuring successful implementation of MELD’s unrivaled technology.
For each machine, TwinCAT runs on a single Beckhoff C6920 control cabinet Industrial PC. A CP2924 multi-touch Control Panel from Beckhoff provides the operator interface with custom push-button extensions and further options.
Motion control and functional safety
The L3, K2 and 3PO machines rely on Beckhoff servo solutions for motion control. A variety of AX5000 servo drives and AM8000 servomotors with appropriate gearboxes handle movement in X, Y and Z coordinates. EL72xx servomotor terminals power a continuous feeding system, Fred Lalande explains: “The feeding system allows operators to load eight hours’ worth of material at once. The material automatically moves to the turret as needed using Beckhoff compact motion solutions.” The drive components also offer One Cable Technology (OCT), which combines power and feedback in one cable to simplify commissioning.
A VFD and spindle motor from a third party spin each machine’s rotating deposition tool, and since the VFD is EtherCAT-based, Lalande found integration to be simple. EtherCAT provided the ease of plug-and-play operation, according to Lalande, when using devices from Beckhoff as well as from third parties.
MELD also leverages TwinSAFE, the integrated functional safety solution from Beckhoff. This allows Fred Lalande to implement E-stops, safety doors and TwinSAFE motion functions for the drives with programming in the same TwinCAT engineering environment. “TwinSAFE is straightforward to use,” Lalande says. “By implementing this solution, we elevated the level of safety that our machines provide to PLe, the highest level.”
3D printing grows with futureproof technologies
As MELD continues to make advances in additive manufacturing, PC-based control provides a solid foundation to build upon. EtherCAT and OCT shorten commissioning times, while TwinCAT consolidates HMI, motion control, PLC and other machine control functions. The automation platform also simplifies the use of OPC UA, LabVIEW™, MATLAB®/Simulink® or other applications.
To keep pace with the company’s innovations, TwinCAT provides development tools that help maintain a uniform code base across the machines. Seamless integration of source code control tools, such as Git, into TwinCAT engineering and the TwinCAT Project Compare Tool are just two advantages. “Managing our beta testing is made easier with these tools,” Fred Lalande says.