Einfache Projektverwaltung, Simulation und Diagnose über TwinCAT
Die Anforderungen an Maschinen und Anlagen wachsen. Die Erfüllung individueller, auf den Fertigungsprozess angepasster Wünsche, sind darüber hinaus tägliches Geschäft und bilden oft die Voraussetzung, um am Markt bestehen zu können. Die grundsätzliche Problemstellung dabei: Die stetig wachsende Anlagenkomplexität, verbunden mit dem Anspruch, seinen Kunden möglichst jeden Wunsch zu erfüllen, führt zu unterschiedlichsten Ausprägungen der Maschinen und Aggregate. Die verfügbare Entwicklungs- und Konstruktionszeit verkürzt sich in der Folge deutlich; Inbetriebnahme und Test vor Ort laufen schnell aus dem zeitlich gesteckten Rahmen. Wenn sich dann im letzten Moment herausstellt, dass in der Designphase ein Detail nicht bedacht wurde, wird es umso aufwendiger und teurer. Abhilfe schaffen hier verschiedene, ergänzende Werkzeuge rund um das TwinCAT-„Ökosystem“.
Design-, Entwicklungs- und Inbetriebnahmephase
In dieser Phase unterstützt die in TwinCAT integrierte Anbindung für Source-Code-Verwaltungssysteme (z. B. GIT, TFS, SVN) das Entwicklungsteam bei Organisation und Änderungsverwaltung des erstellten Source-Codes. Sämtliche Änderungen sind von Anfang an jederzeit nachvollziehbar, unterschiedliche Projektstände können gezielt zusammengeführt werden.
Der Programm-Code ist umso besser lesbar, je mehr Entwickler sich an feste Konventionen halten. Die Überwachung der ggf. unternehmensweit festgelegten Regeln zur Programmierung übernimmt eine statische Code-Analyse. TwinCAT 3 PLC Static Analysis sorgt dafür, dass der Programmierer während der Entwicklungsphase auf Abweichungen von festgelegten Konventionen hingewiesen wird. Syntaktisch einheitlicher Code ist die Folge und – damit verbunden – eine vereinfachte und schnellere Orientierung in eigenen Softwarequellen und vor allem auch denen der Kollegen.
Simulation
Umso früher Fehler im Entwicklungsprozess einer Maschine auffallen, desto geringer sind die Kosten zur Beseitigung. Im Zweifelsfall bestimmt der Zeitpunkt des Erkennens darüber, ob ein Projekt überhaupt profitabel sein kann. Der Trend geht deshalb dahin, dass Maschinen und Anlagen möglichst im Vorfeld der Auslieferung, ggf. entwicklungsbegleitend, simuliert werden. Die Ansprüche sind allerdings sehr unterschiedlich. Ein Hersteller von Serienmaschinen tendiert zu einer möglichst detailgenauen Simulation, da sich der hohe „Einmalaufwand“ für ihre Erstellung immer lohnt. Ein Hersteller von großen Anlagen und Sondermaschinen benötigt eher Lösungen, die einfach und schnell umzusetzen sind. TwinCAT unterstützt mit einigen Produkten beide Anwendergruppen:
TwinCAT 3 CAD Simulation Interface
- Eine Maschine wird mit Hilfe moderner CAD-Systeme konstruiert. Das TwinCAT 3 Interface for Inventor® ist ein Werkzeug, um eine Kopplung zwischen TwinCAT und einem 3D-CAD-System herzustellen. TwinCAT steuert damit in Nichtechtzeit eine im CAD-System dargestellte virtuelle Holzbearbeitungsmaschine. Diese 3D-Simulation von Maschinen- und Anlagenkomponenten ist zentraler Bestandteil bei der Realisierung einer virtuellen Inbetriebnahme. In der Simulation werden die Bewegungen und Interaktionen der einzelnen verbauten Komponenten im Verbund dargestellt und Kollisionen sowie kritische Anlagenzustände vorab ermittelt. Darüber hinaus wird die Simulation genutzt, um Bediener und Instandhalter vorab für den regulären Betrieb zu schulen und anhand simulierter kritischer Maschinenzustände Arbeitsanweisungen zur Fehlerbehebung zu definieren.
TwinCAT 3 EtherCAT Simulation
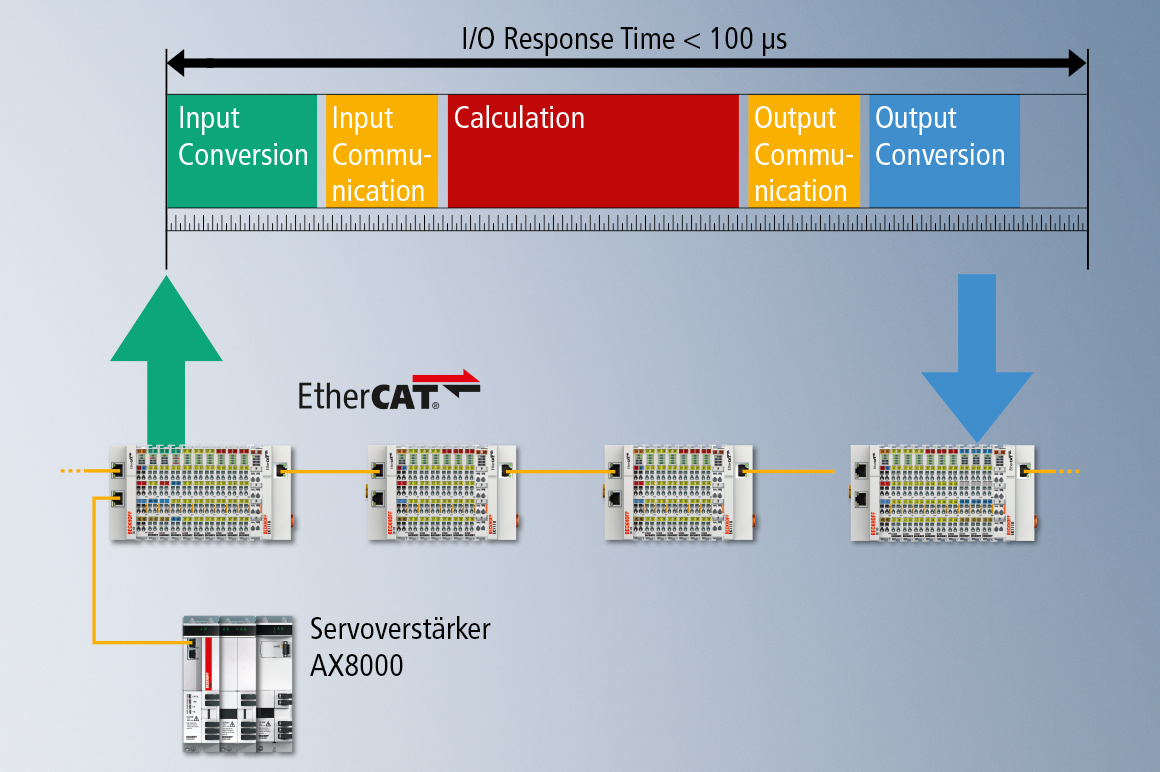
- Die TwinCAT 3 EtherCAT Simulation dient zur Echtzeit-Simulation der angeschlossenen Geräte am EtherCAT. Diese „virtuelle“ Hardware verhält sich exakt so wie „echte“ an EtherCAT angeschlossene Geräte, inklusive aller Laufzeiteigenschaften. Ziel ist es, bereits in einem frühen Stadium des Engineerings auch ohne real existierende Hardware, den erzeugten Steuerungscode zu testen und zu optimieren, sodass die reale Inbetriebnahme deutlich schneller verlaufen kann.
TwinCAT 3 Target for FMI
- Target for FMI unterstützt die standardisierte Schnittstelle zur Kopplung von Simulationssoftware. FMI wird von einer Vielzahl von Software-Herstellern genutzt, die sich darauf spezialisiert haben, dynamische Modelle mechanischer Systeme und Körper zu generieren. Das so generierte Modell kann in TwinCAT integriert und wie ein real vorhandenes System gesteuert werden, um die Eigenschaften zu untersuchen. Eine Simulation dieser dynamischen Systeme steht üblicherweise am Anfang der Entwicklung einer Maschine und gibt der mechanischen Konstruktion und dem Softwareentwickler tiefe Einblicke in das dynamische Verhalten entwickelter Konstruktionen.
Diagnosefunktionen von TwinCAT
TwinCAT verfügt von Haus aus über ein umfangreiches Diagnosesystem. Sämtliche Systeminformationen sind entweder in der TwinCAT Engineering Umgebung (XAE) direkt einsehbar oder können in Echtzeit und zyklussynchron mit dem TwinCAT 3 Scope aufgezeichnet werden. Eine nachträgliche Analyse ist jederzeit möglich. Der TwinCAT 3 Realtime Monitor ermöglicht eine präzise Diagnose und Optimierung des Laufzeitverhaltens von Tasks und Prozessen in der TwinCAT-3-Runtime.
Und wer noch einen Schritt weitergehen möchte: Um Langzeitanalysen über mehrere Maschinen- und Anlagen hinweg, für Diagnosezwecke, zur Maschinen- und Betriebsdatenerfassung oder um vorausschauende Wartung realisieren und anbieten zu können, steht mit TwinCAT 3 Analytics das optimale Softwaretool zur Verfügung.