

Simple, flexible and cost-effective machine safety implementation
IMA Klessmann GmbH, Germany

Simple, flexible and cost-effective machine safety implementation
IMA Klessmann GmbH, Germany
Sedež Slovenija
Beckhoff Avtomatizacija d.o.o.
IMA Klessmann GmbH, Germany
IMA Klessmann GmbH, Germany
Furniture manufacturers and their mechanical engineering partners face major challenges every day when it comes to fulfilling maximum part throughput with a high degree of individualization (keyword: lot size of one) and the highest quality requirements with strong cost pressure at the same time. The solution lies in an automation technology with a drastically simplified system structure and the consistent use of IT standards, as offered by Beckhoff with PC-based control.
Whereas hardware platforms tailor-made for specific purposes are often used in classic machine controllers for the different functions, the PC-based controller consistently maps all functions in software modules and executes them on the Industrial PC. The immediate consequences are a significantly reduced communication effort, shorter response times and reduced costs, both for hardware and for engineering. The lower control complexity leads to higher reliability and simpler maintenance of machines and plants while eliminating a large number of components. Modular in structure and exactly scalable in terms of performance requirements, PC-based control from Beckhoff is suitable for the entire range of requirements in woodworking: it is used both in primary processing, for example for the automation of complete sawmills, as well as in secondary processing, for example for the production of furniture. It is equally suitable for controlling the individual craftsman's machine or for industrial plant linking, consisting of transport, loading/de-stacking and edge/CNC/drilling machining as well as surface treatment systems.
All machine and plant functions, from the PLC and Motion Control to NC/CNC, robotics and HMI – including vision, safety and measurement technology as required – are mapped in software and run on one platform. Depending on the type of machine, other software modules, such as parts tracking, CAD/CAM interfaces, drill and saw cutting optimizers, MDE/BDE and local databases are required. This wide variety is no problem for the IPC due to the high performance of multi-core and many-core processors. Depending on the selected system architecture, these functions either also run on the control computer or are outsourced to a separate computer as required. This is often the case with control systems. The master computer is then coupled to the control computer via standardized interfaces.
With open interfaces in hardware and software, PC-based control offers machine manufacturers high degrees of freedom in their machine design. This flexibility allows them to integrate a variety of different devices, including from third-party manufacturers. This ensures efficient interaction of all system components and enables maximum productivity. Support for common fieldbus systems and software protocols also guarantees universal horizontal and vertical communication, from the networking of the individual machines to the IT level and the cloud.
As a result, the woodworking industry continues to rely on this proven and highly innovative control platform. The expertise in the wood industry acquired over decades of cooperation with machine manufacturers and end customers makes Beckhoff a reliable partner with a high level of solution competence. The Beckhoff industry management team and the engineering department offer machine manufacturers comprehensive application support for both new plants and machine retrofits.


Mechanical engineering for the furniture industry is under constant performance and cost pressures. In order to follow ever-changing consumer trends and simply to survive on the market, companies often use a large variety of machines. Added to this is the increasing need for the individualization of production. On the part of mechanical engineering, therefore, there is a necessity to integrate new technologies in order to increase plant efficiency and transparency. It is therefore important to identify the cost drivers and to regularly test them: a wide variety of black box hardware and software components, which perform their service reliably for the moment, not only causes high procurement costs, but is also complex and costly in engineering, networking and maintenance as well as in long-term spare parts maintenance (keyword: Product Lifecycle Management, PLM). If a functional extension of a machine is associated with a design change of this special hardware, all of the above factors come into play once again.
The way out is offered by PC-based control as an open platform: a large number of hardware and software providers, services, standardized and inexpensive interfaces, and last but not least incredibly high performance make the IPC an indispensable helper in all aspects of automation technology today. Beckhoff addresses the industrial requirements for PC-based control through the consistent in-house development and production of its Industrial PCs, including motherboards, TwinCAT automation software and the EtherCAT real-time fieldbus system.
The long-term availability of hardware, the industrial design, real-time capabilities, a high degree of diagnostics and scalability form the foundation of Beckhoff's PC-based control technology. Continuous advances in the PC sector, e.g., in terms of processor technology, are constantly incorporated into the development process of the Beckhoff Industrial PCs, thus guaranteeing an organic and automatic increase in performance for the future.
The seamless scalability of all components in terms of price, performance and design makes it possible to use the same control technology throughout, i.e. from a simple craftsman's machine to a fully connected production plant. The results: no system break from one machine class to the next, no specialized development teams and an unbeatably large portfolio of modular hardware and software that covers almost every area of use and application case. This means that the industrial environment today is no longer conceivable without PC-based control.
Due to the power of modern processors, such as those that Beckhoff uses in all of its IPC series, even complex automation operations can be integrated into the controller at any time without changing the system: image processing systems (TwinCAT Vision), special software modules created with MATLAB®/Simulink®, special know-how implemented by the customer in the C/C++ programming language, Machine Learning and many other computationally intensive applications can easily be executed from the PC controller. But what if the PC cannot cope with the load? Choose the next larger Industrial PC from Beckhoff. The system architecture and the required know-how remain the same, and the software implemented in TwinCAT is easily portable.

More than 6,000 companies worldwide have joined the EtherCAT Technology Group (ETG) to support the fieldbus technology developed by Beckhoff, which is now the basis for almost all high-performance woodworking machines. With cycle times well below 1 ms, outstanding synchronization accuracy, flexible topology selection, extensive diagnostics and simple configuration, EtherCAT is ideal for the use in woodworking machines and has established itself here as a communication standard. The real-time fieldbus takes care of the entire process communication, combining I/O, safety and drive bus system all in one. Due to its widespread use around the world, a large number of EtherCAT-compatible devices, sensors and actuators are available on the market, ensuring a high level of investment security and guaranteeing a suitable solution for every problem.
The high speed of EtherCAT results in a higher cycle time while at the same time increasing the accuracy of the processes. The consequence: higher part quality, less residual material during machining and reduced scrap. EtherCAT shows its strengths in two ways:
When using EtherCAT, the manufacturers of woodworking machines are fully in control. In other words, they do not have to consider the communication structures at all. The plant is planned and built; EtherCAT fits in with the selected plant topology. Whether line, star or tree topology, EtherCAT fully supports each type without impacting performance. And best of all: standard TCP/IP-based devices such as scanners, barcode and QR code printers or other devices from the classic IT landscape can be simply connected via EtherCAT.
The migration of existing machines and systems is also simple: Beckhoff offers numerous gateway solutions that enable older or third-party technologies to be integrated into the new world.

Each cable is one too many, provided there is a technologically better alternative to it. Cables are a not inconsiderable cost factor in mechanical engineering – they have to be procured, configured, connected and, in the worst case, assembled. In subsequent operation, cables are a potential point of failure, especially when they are moved. Bending and torsional movements in drag chains and robots lead to wear. EtherCAT P significantly reduces this expenditure. It combines EtherCAT communication with the power supply for the connected consumers in a 4-wire standard Ethernet cable. All benefits of EtherCAT are retained, including free choice of topology, high speed, optimum bandwidth utilization, dynamic processing of telegrams, high-precision synchronization, extensive diagnostics, and more. EtherCAT P is the optimum bus system for sensors, actuators and measurement technology in woodworking machines.
The result: less wiring, a smaller number of parts to be maintained, reduced complexity and lower costs without loss of functionality.

Woodworking is a dynamic process. Many machining processes on the workpiece take place on the fly without stopping. It is therefore crucially important that the position of the workpieces to be machined is exactly known before and during machining. In this way, the processing units can be precisely controlled and carry out their tasks without any loss of material and quality. The more accurately this happens, the lower the consumption of resources while increasing efficiency. TwinCAT automation software and the EtherCAT high-speed communication system are the basic function blocks for this. Cycle times in the lower millisecond or even microsecond range allow fast reaction and response times. Nevertheless, these times cannot be completely eliminated. XFC helps by using the distributed clocks in EtherCAT. This technology provides the machine with a nanosecond-precise system time. All signals from the field and calculations within the controller synchronize to this time. On this basis, the time for controlling the units can be calculated with high precision and sent together with the actual signal information to an EtherCAT output terminal. PLC and fieldbus-related delays, which are always bound to occur, can thus be compensated almost completely in this application. The results are higher precision, less waste and better contour accuracy.
Another property of XFC, oversampling, is also used to improve the process. This technology is very useful for acquiring or transmitting signals from the machine with an even higher resolution, despite PLC cycle times that have already been set very short. The trick: in an EtherCAT cycle, up to 100 temporally equidistant values of a signal are transmitted at a stroke; the temporal resolution of the signal is also appropriately increased by this factor. The associated, significantly reduced discretization losses increase the positioning accuracy of drives or the accuracy of the detection of workpieces. They also support classic tasks such as gluing, so that a glue bead or glue dots can be applied without any additional hardware expenditure.
TwinCAT is the universal software platform for all control functions. Where drive control is concerned, the focus is on TwinCAT's extensive possibilities for controlling uncoordinated and coordinated movements of a large variety of electrical axes. Two challenges have to be overcome that often seem irreconcilable: On the one hand, there are a great many different basic drive technologies in woodworking. On the other, different methods of coordinated motion are often chosen depending on these technologies and the types of machinery and plant.
Drive technologies:
The TwinCAT Motion Control software controls drive systems and technologies that are very different in their behavior and characteristics. To name just a few, these include a variety of:
A variety of motor-integrated and external measurement systems with various interfaces offer additional options. The coexistence of all these types is not uncommon in large plants.
Axis movements:
The way in which the many different axes have to be moved depends on the type of machine: single axes, axes that are precisely and highly dynamically coupled via gear couplings, cam plates (VDI 2143) or tables (e.g. for gantry applications, contour machining on the fly, abrasion), differential gear or synchronization functions (flying saw) are among the standard requirements in the woodworking industry. Machining centers also require a high-performance CNC that can control different kinematics and can also work on the fly (guide axis coupling).
TwinCAT offers the appropriate software function blocks for this purpose:
The most impressive aspect of the TwinCAT Motion Control functions is that the function of an axis can be changed at any time: a CNC axis can perform an independent movement as a single axis for a short period of time, e.g. for a tool change. However, it can also temporarily be part of another CNC channel or a cam plate group. There are no limits to creativity here.
The PLC always has sovereignty over the axes at runtime. It determines the assignment of the axes, for example, to the CNC or a cam plate group. Moreover, the PLC determines all parameters of the NC/CNC units and the available axes and delivers cyclically evaluable diagnostic and status data.
Key data of TwinCAT Motion Control:
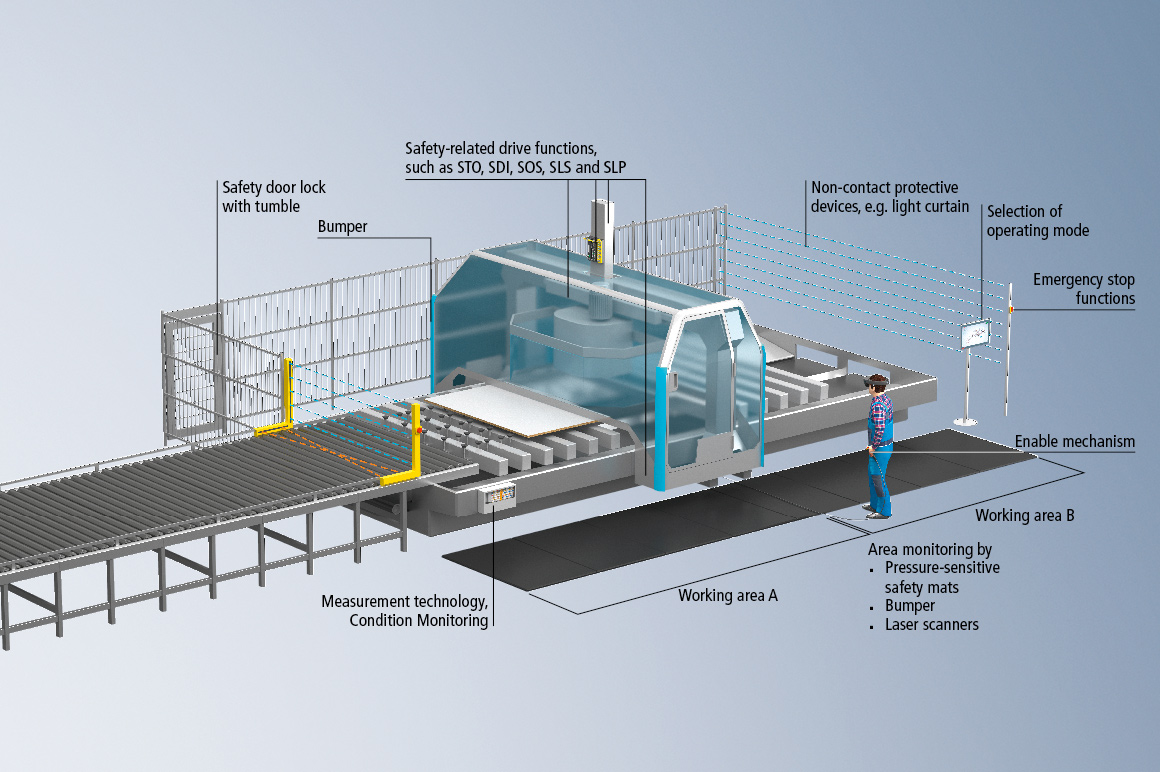

In TwinSAFE, Beckhoff has implemented a universal safety concept that integrates safe functionalities into the standard control platform: from the PLC to I/Os through to drive technology. All safety functions such as emergency stop, safety door monitoring, two-hand operation, safety mat evaluation and muting, safe position, safely limited speed, etc. can be programmed and configured on the integrated TwinCAT engineering platform. Safety technology is seamlessly integrated into the terminal segment via the TwinSAFE I/O modules, allowing safe signals to mix with standard signals as required.
The typical safety functions can be programmed or configured according to the safety requirements in a TwinSAFE Logic Terminal, e.g. EL6910, or the EK1960 compact safety controller via standard safety function blocks. All Beckhoff safety controllers are suitable for applications up to SIL 3 according to IEC 61508 or PLe of ISO 13849-1. The safety controllers support complex, safe analog evaluations, e.g., for the safe limitation of process variables such as pressures, temperatures or speeds of frequency-controlled drives.
With the help of the TwinSAFE SC technology, it is possible to qualify standard signals for safety tasks in any network or on any fieldbus. For this purpose, corresponding EtherCAT Terminals are available for the acquisition and safe transport of these signals via EtherCAT.
Large networked plants pose major challenges for all parties involved, especially with regard to safety technology. Many networked machines with their own safety areas, spread over large production areas, hinder the overview and make subsequent extensions and adaptations a Herculean task. TwinSAFE offers the option to completely or partially decentralize the safety application as required. Each machine or, if necessary, each unit can easily be equipped with its own safety logic. The TwinSAFE logic is built into every safe input or output terminal and into many drive components. It makes it easy to create autonomous safety areas that can communicate with one another. If necessary from a process point of view, sections can be switched off interference-free during operation, even though they are a part of the safety chain. During production and commissioning, individual units and machines can be verified and validated in terms of safety by the respective department.

Vision systems are increasingly gaining ground in many industries. However, due to the relatively high technical and financial expenditure and the special knowledge that is often required, their use is often limited to very special tasks for which there are no other alternatives. One such task, for example, is surface inspection. For many other applications, a camera would be technically advantageous, but for the reasons outlined above not economically feasible.
It is precisely here that TwinCAT Vision aims to fill a gap: With TwinCAT Vision, Beckhoff integrates the image processing functionalities completely into the familiar engineering environment of the machine programmer, which makes programming and testing much simpler. All control functions derived from image processing, such as the exact determination of the position of the workpiece as well as the triggering of the camera and the light source, are synchronized in real-time. This is a key advantage of the integrated image processing solution over separate systems.
As usual with Beckhoff, the solution is based on existing industry standards. With the TwinCAT 3 GigE Vision Connector cameras conforming to the GigE Vision standard can be integrated into the control system with just a few clicks. Direct access to the image data and further processing in the PLC is now possible. Since GigE Vision is supported by a variety of manufacturers, the mechanical engineering industry can serve itself from a large pool. Cameras with different resolutions, optimized for detection in different wavelength ranges depending on the application, and a wide range of lenses are available on the market.
Due to the consistent integration of the cameras into the control system, special know-how is not required. The PLC programmer can evaluate the image information and correlate other data from the PLC or the NC with the image data in terms of time. XFC Technology makes previously unattainable accuracy possible here.
Cameras can now be used cost-effectively for a wide range of tasks within the machines, in transfer stations or in the handling area: from simple workpiece detection (edge detection) to the detection of the part position and orientation and, if necessary, the subsequent sorting. TwinCAT Vision enables the use of camera systems in applications that have been solved in a more classic way due to complexity and cost until now.
The demands on machines and plants are growing. Adapting manufacturing processes to meet consumer demands for customization, down to lot size 1, is also a standard requirement and crucial to survival on the market. The basic problem in this is that due to the ever-increasing plant complexity, combined with the desire to fulfill its customers' every wish as far as possible, a huge variety of machine and unit versions results. The available development and design time is subsequently significantly reduced, while commissioning and on-site testing quickly exceed the allotted time. If it then turns out at the last moment that a detail was not considered during the design phase, it becomes all the more complex and expensive. Various supplementary tools around the TwinCAT "ecosystem" provide a remedy.
Design, development and commissioning phase
In this phase, the connection for source code management systems integrated in TwinCAT (e.g. GIT, TFS, SVN) supports the development team in the organization and change management of the source code created. All changes can be traced at any time from the very beginning, and different project versions can be merged in a targeted manner.
The more developers adhere to fixed conventions, the more readable the program code will be. The monitoring of any company-wide programming rules is performed by a static code analysis. TwinCAT 3 PLC Static Analysis ensures that the programmer is alerted to deviations from established conventions during the development phase. The result is syntactically uniform code and – associated with it – a simplified and faster orientation in your own software sources and especially those of colleagues.
Simulation
The earlier errors in the development process of a machine are noticed, the lower the costs of fixing them. In case of doubt, the time of recognition determines whether a project can be profitable at all. Therefore, the trend is towards machines and plants being simulated as far as possible in advance of delivery, if necessary during development. However, the requirements vary a great deal. A manufacturer of standard machines tends to use a simulation that is as detailed as possible, as the high "one-time effort" for its creation is always worthwhile. A manufacturer of large plants and special machines is more likely to need solutions that are easy and quick to implement. TwinCAT supports both user groups with several products:
TwinCAT 3 CAD Simulation Interface
TwinCAT 3 EtherCAT Simulation
TwinCAT 3 Target for FMI
TwinCAT diagnostic functions
TwinCAT has a built-in extensive diagnostic system. All system information can either be viewed directly in the TwinCAT Engineering Environment (XAE) or can be recorded in real-time and in a cycle-synchronous manner with the TwinCAT 3 Scope. A subsequent analysis is possible at any time. The TwinCAT 3 Realtime Monitor enables precise diagnosis and optimization of the runtime behavior of tasks and processes in the TwinCAT 3 runtime.
And if you wish to go one step further: TwinCAT 3 Analytics is the optimal software tool for being able to realize and offer long-term analyses across several machines and systems for diagnostic purposes, for machine and production data acquisition or for predictive maintenance.

It's dusty, it's hot, there's vibration and the power supply is fluctuating. High power or currents are transmitted via a variety of cables, which are often high-frequency and loaded with harmonic components. Electromagnetic interference fields, the invisible enemy of control technology, are the result. This is the typical environment in woodworking, yet machines and plants must function reliably in these conditions. This applies to the mechanical systems, to the control components and equally to the "brain" of the system - the Industrial PC.
Beckhoff meets these requirements with the C60xx Industrial PC series (e.g. C6015 and C6030). As always with Beckhoff, the device, which is developed in-house including the motherboard, power supply and a complete housing concept, is ruggedized by design. Among other things, this allows the devices to operate at ambient temperatures up to 55 °C despite high power. These temperatures typically do not occur in an air-conditioned control cabinet, but outside these air-conditioned zones, close to heat-producing units and in countries with extreme weather conditions, they quickly become a real challenge. However, durability in the industrial environment is not the only credo. The Industrial PC diagnostics provide the machine manufacturer and operator with comprehensive information about the operating state of the device at all times: This information is accessible via a simple web browser and can be evaluated directly in the PLC and displayed in the plant visualization as required.
These data also include the state of the storage media (SSD) used, which can operate in RAID mode, for example, if two storage media are used. And should a change of a storage medium be necessary after a long period of operation: despite the compactness of the device, simple and fast maintainability is ensured.
One of the biggest challenges is fluctuations in the IPC supply voltage. There can be various reasons for this, a common one being a high number of consumers within an industrial company with a high demand for power and consequently the possible occurrence of incalculable peak currents. Regardless of the cause, the consequences are severe, especially in the case of linked production plants. There may be hundreds of workpieces in different machining states in the plants, which often extend over entire halls. If an Industrial PC ceases to operate during full production due to a voltage fluctuation or even a complete failure of the supply voltage, the restart is associated with a high expenditure of time and cost. Therefore, the Industrial PCs from the C60xx series can optionally be extended by a CU81xx UPS. The UPS ensures that important control and operating data are saved securely in the event of major voltage drops and that the Industrial PC is shut down in a controlled manner. A quick restart of the plant and thus a high availability is guaranteed.


Woodworking requires a high degree of precision, combined with high dynamics: milling, sawing, gluing, drilling, doweling and a variety of assembly processes must be carried out with high accuracy in order to produce high-quality furniture. The wrong choice of drive technology, inadequate design, incorrect settings or poor synchronicity between the control and drive systems has a direct impact on profitability of the production process. Insufficient quality leads to costly reworking or even to rejects. Increased material processing times due to the increased drive control times reduce the production throughput, with negative effects on the subsequent production and logistics chains.
In combination with the TwinCAT Motion Control software and EtherCAT, the fast communication system, the Beckhoff drive portfolio covers all requirements of the woodworking and furniture industry: The common and crucial basis for all drive systems is the complete synchronization of all control loops involved. From the controller with its NC/CNC functional units (TwinCAT NC and TwinCAT CNC) and EtherCAT as a fast data transport channel to the controller structures in the drives, nothing is left to chance: The control and behavior of all drives is precise and predictable at all times, which is the basis for quality and dynamics.
The integrated, fast control technology of the AX8000 and AX5000 servo drive series supports fast and highly dynamic positioning tasks. In the lower performance range, the EtherCAT Drive Terminals or the AMI8100 devices with integrated, compact servo drive technology provide a cost-effective and compact alternative. The comprehensive range of linear motors and rotary servomotors is optimally tailored to the servo drives. The AM8000 motor series is characterized by the One Cable Technology, i.e. power and feedback system are combined in one standard cable. Beckhoff offers a full range of drives for applications with simple positioning drives such as stepper motors or compact servomotors.
The AMP8000 distributed servo drive system opens up new options for modular machine concepts: AMP8000 integrates the servo controller directly in the servomotor in a very compact design. By relocating the power electronics into the machine, the space requirement in the central control cabinet is reduced to a single coupling module, which supplies several distributed servo drives with only one cable via a distribution module. A further expansion stage completely eliminates the control cabinet space required for the drive technology. System engineering in the woodworking machinery industry in particular is characterized by the interaction of a large number of machines and units. The associated size of the systems often leads to challenges with regard to the size of the control cabinet, the installation locations, the air conditioning in the control cabinet and, above all, long cable lengths. This is where the decentralized AMP servo drive system comes in, which offers simplified planning and implementation.
The most impressive thing about it: no matter which drive technology variant you choose, the same basic technologies can always be used. In this way, drives of your choice can be operated without restrictions in a drive system, regardless of whether centralized (AX5000/AX8000) or decentralized (AMP/AMI), rotary servomotor, linear motor or stepper motor. Beckhoff offers the whole drive technology range from a single source!
Especially in edge processing machines, but also in other continuous machines, e.g. during sanding, several workpieces are processed simultaneously in the sequentially arranged units. The indispensable prerequisite for this is that the positions of the workpieces must be known exactly at all times, so that the tools can be activated and deactivated appropriately for the machining. This high-precision parts tracking is done by the TwinCAT Serial Line Control in an edge processing machine.
Based on the momentary feeder encoder information, the line controller calculates all workpiece positions (the so-called line points) at the moment of entry of the workpiece into the machine on which machining takes place in the further process. At these positions, the tools along the machine are activated with high precision, even via the XFC's distributed clocks function if necessary; in the case of cam plate and CNC-supported machining, they are synchronized to the workpiece. Control-related dead times and inaccuracies in the workpiece position detection, which are added to the type-related deviations that already exist due to chain elongation and polygon effects, can be reduced to an absolute minimum by the TwinCAT Serial Line Control, especially in the case of edge processing machines.
The PLC has sovereignty over the line controller at all times. As a result, all parameters of the line controller can be changed at any time if necessary. This allows for state-of-the-art, lot-size-1 production.
Key data of the TwinCAT Serial Line Control:

In modern production plants, the individual machines rarely operate independent of one another. Usually, they are a fixed part of a linked process. The way in which machine controllers, CAD/CAM and MES systems, master computers and ERP systems communicate with one another varies greatly depending on the operation and depends on how a company's internal processes are organized. But they all have one thing in common: data is typically stored in and exchanged via databases.
The requirement for the mechanical engineering almost always dictates that the machines and equipment involved must be able to access the information provided in databases and, conversely, be able to return status data, e.g. regarding the workpieces produced. This means that they are available throughout the company for further production steps, shipping, logistics and customer communication.
While database handling has long been a matter of course in the classic IT world and experts are constantly concerned with database maintenance, structure and interfaces, the control experts also have to take care of the topic of database connection as well. The TwinCAT Database Server helps with this. The easy-to-configure database server is the link connecting the control PLC and a variety of common databases (SQL, NoSQL) that are located either directly on the control PC or in the network.

Wood is a natural and renewable raw material, which means it rarely arrives in pristine condition. This is why the Finnish company Raute, which claims to be the global market leader in veneer, plywood, and LVL (laminated veneer lumber) production technology, also offers repair systems that automatically detect and repair defects. A combination of AL8000 linear motors and AX5000 servo drives from Beckhoff ensure the necessary high precision and dynamics.

In 2017, Nobilia, Europe’s largest kitchen manufacturer, based in Verl, Germany, delivered an astounding 675,000 individually assembled kitchens. The company’s intelligent, highly efficient production logistics and consistent transparency in parts and production data make this possible.

In 2017, IMA Klessmann modernized a complex, multi-track transport system for wooden workpieces for kitchen cabinetry manufacturer, Fournier. In the process, a reliable monitoring system that prevents unauthorized entry was implemented in an extremely simple, flexible and cost-effective way using analog sensors and TwinSAFE SC safety technology.

The mortise and tenon wood joining technique used in traditional furniture making is a complex procedure. The machine developed by Nantong Guoquan enables the automatic manufacturing of mortise and tenon joints that also differ in shape, size and execution.

PC-based control from Beckhoff offers the ideal foundation for universal transparency of the parts and production data, entirely in keeping with the ideals of Industry 4.0.