Products

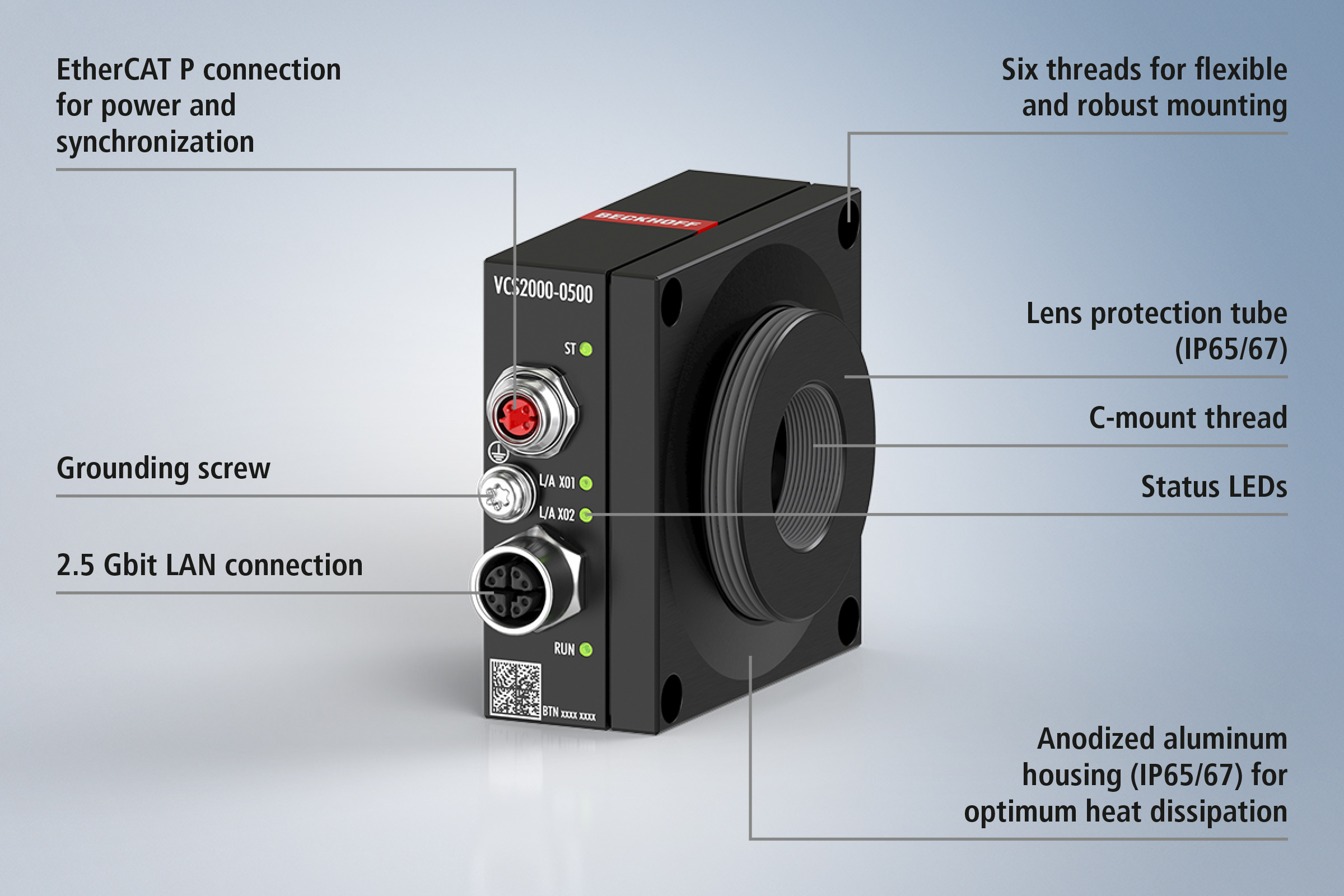
VCS2000 | Area scan cameras, 2.5 Gbit/s
Robust IP65/67 cameras with highly flexible mounting options and up to 24 MP.
High-class data for accurate evaluations
The IP65/67 area scan cameras use color and monochrome CMOS sensors with up to 24 megapixel resolution to generate high-quality image material for industrial image processing. A wide portfolio of established Sony sensors with 3.45 µm and 2.74 µm pixel pitch is available for different vision tasks and image analysis functions. With their high frame rates and rapid 2.5 Gbit/s image data transmission, the industrial cameras are ideal for automated visual inspection tasks and precise product tracking in EtherCAT-synchronized applications.
The robust, industrial-grade cameras can be used flexibly over a wide temperature range. The lens protection tube with thermally hardened anti-reflective glass ensures that the focus position does not vary and offers extremely high resistance to cleaning agents and general handling without requiring additional housing. Well thought-out mounting options and the small installation depth in the optical axis give you more freedom in machine design.
Increasing image resolutions require high transmission speeds
The high performance parameters of the industrial cameras require powerful industrial PCs and fast data communication so that the high-resolution image data leads to fast reactions in the process. These requirements are optimally fulfilled by the PC and EtherCAT-based control technology. Beckhoff Industrial PCs with 2.5 Gbit/s LAN make ideal central control units for machines with a vision application, as they are capable of handling large amounts of data thanks to their:
- powerful CPUs and multi-core architectures,
- numerous LAN ports,
- ability to support the transmission speed of 2.5 Gbit/s as a new standard without additional hardware.
Advantages at a glance

Full synchronization with all EtherCAT-based machine processes via distributed clocks
- real-time applications for optimized manufacturing processes
- image acquisition synchronized with outstanding precision with Beckhoff illumination and all other processes
- no external trigger loops necessary
- rapid reactions thanks to the integration of vision into the control system
- straightforward camera connection with One Cable Technology for power supply and synchronization
- simple integration into the infrastructure via EtherCAT P
- storage of image data with reliably traceable timestamps
- reduced wiring effort along with simplified commissioning and straightforward diagnostics

Rapid image data transfers at 2.5 Gbit/s fully exploit the performance potential of the cameras
- increased frame refresh rate
- cost-effective use of the high transmission rate of 2.5 Gbit/s
- faster response times thanks to industrial LAN technology for any cable length
- optimally matched to the powerful industrial PCs
- efficient interaction of all system components for maximum productivity

Suitable for use even in demanding industrial environments
Advantages of the robust housing
- elegant camera housing made of anodized aluminum
- highly visible status LEDs for visualization of operating states
- lens contact protection to ensure that the focus position does not vary during cleaning and maintenance in the form of the lens protection tube which also protects against water and dust in accordance with IP65/67
- thermally hardened and anti-reflective glass for high mechanical and chemical resistance while cleaning and handling
- anti-shatter film available on request for glass surfaces
Advantages of the wide temperature spectrum
- greater flexibility with opportunity for new applications
- extended application possibilities even in demanding environments
- simplified warehousing and purchasing
- reduced costs
Advantages of in-house development and production
- Long-term availability of developed types of housing and technology is assured.
- best possible vision solution in terms of technology and quality with a consistently high level of functionality
- robust product design of the components
- long-term partnership with leading technology and component suppliers






High degree of freedom in machine design
- large mounting surface for optimum heat dissipation in application
- grounding and EMC concepts are easy to implement due to the dedicated ground connection
- low installation depth when mounted in the optical axis due to lateral connection plane
- flexible mounting options for the camera housing
- four M4 screws for front mounting
- four embedded M5 threads for rear-wall mounting
- two lateral M4 threads – e.g., for tripod thread adapters
A portfolio of suitable connecting cables and mounting components rounds out the camera’s application capabilities.

Technologically and qualitatively the best possible camera solution for your application
- extensive portfolio of Sony sensors with long-term availability and high performance
- scaled with real balance
- 2.3 to 5 MP in the proven 3.45 µm pixel pitch
- increased resolutions up to 24 MP in 2.74 µm pixel pitch
- visual filters: monochrome, color, and polarization
- Different applications and image analysis functions can be achieved with one series.
Error-free imaging of the field of view thanks to lenses tailored to suit the sensor format and resolution.